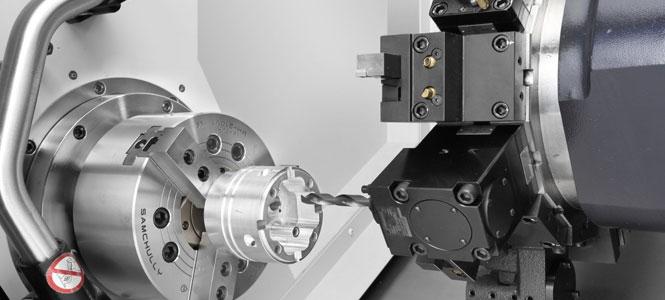
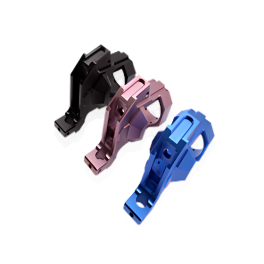
Как должен быть построен процесс обработки сложных прецизионных деталей
JCR CNC Models занимается производством точных деталей более 10 лет. От первоначальной обработки деталей оптической связи до текущей обработки деталей военного назначения коэффициент сложности становится все больше и больше, так как же спроектировать технологический допуск на сложную точную обработку деталей? Вкратце:В процессе прецизионной обработки мы изменяем геометрию деталей для обработки размера резания, который я называю припуском на обработку. Размер припуска на обработку оказывает большое влияние на скорость обработки, качество и стоимость обработки. Если припуск на обработку слишком велик, это не только увеличит трудоемкость обработки, снизит эффективность производства, но также увеличит расход материалов, инструментов и энергии, а также увеличит стоимость обработки. Если припуск на обработку слишком мал, он не может устранить различные дефекты поверхности и ошибки предыдущего процесса, а также не может компенсировать ошибку установки заготовки в процессе обработки, что позволяет легко отправить заготовку в брак.Прирезка границы обычно используется в нашей обработке следующими методами:1. Проверьте таблицуВ соответствии с данными о припуске на обработку, указанными в соответствующем руководстве по обработке, в сочетании с фактической производственной ситуацией на нашем заводе, припуск на обработку определяется после коррекции, что является распространенным методом на крупных перерабатывающих предприятиях.2. Эмпирический метод оценкиОпределите припуск на обработку в соответствии с опытом обработки техников-переработчиков. На каком основании персонал, занимающийся переработкой, определяет стандарт разрешения на переработку?(1) Минимальный припуск на обработку используется для сокращения времени обработки и снижения себестоимости изготовления заготовки.(2) Должен быть достаточный припуск на обработку, особенно для процедуры окончательной обработки. Припуск на обработку должен обеспечивать точность шероховатости поверхности, размера, формы и положения, указанную в чертежах обработки (3), достаточный припуск на обработку, чтобы исключить деформацию заготовки, вызванную термообработкой.(4) При припуске на обработку следует учитывать возможные изменения методов обработки, технологического оборудования и заготовок в процессе обработки. (5) При формулировании припуска на обработку следует учитывать размер, форму и другие факторы заготовки. 3. Метод анализа и расчетаПо теоретической формуле и соответствующим экспериментальным данным анализируются и рассчитываются факторы, влияющие на припуск на обработку, для определения припуска на обработку. По какой формуле рассчитывается надбавка на обработку?(1) Минимальная надбавка рассчитывается следующим образом:Обработка поверхности: zbmin = aamin abmaxОбработка цилиндра: 2 zbmin = Damin dbmaxОбработка внутренней поверхности: zbmin =abmin aamaxОбработка внутреннего отверстия: 2zbmin =dbmin damaxПримечание: zbmin (минимальный запас на одной стороне в этом процессе), 22 bmin (минимальный запас двустороннего диаметра в этом процессе), aamin, amin, aamax, damaX (минимальный и максимальный предельный размер предыдущего процесса), abmin, dbmin , abmax, dbmax (минимальный и максимальный предельный размер этого процесса (после обработки))(2) Формула расчета максимального освобождения от налога следующая:Zbmax =Zbmin + Ta + Tb2Zbmax=2Zbmin +Tda +TdbПримечание: TA, TDA (допуски размеров и диаметров для предыдущего процесса), TB, TDB (допуски размеров и диаметров для этого процесса)(3) Формула расчета основного допуска обработки внутренней и внешней поверхности:Односторонний припуск: ZB базовый =zbmin + taПрипуск на столбец: 2 ZB база = 2 zbmin + TDOПрипуск внутреннего отверстия: 2 ZB база =2zbмин + TDAВышеупомянутый метод проектирования процесса обработки сложных прецизионных деталей часто используется персоналом, занимающимся инженерным проектированием, или к нему также будут обращаться специалисты по программированию.






 Поставщик прототипов, сертифицированный по стандарту ISO 9001:2015, гарантирует соответствие вашего проекта строгим требованиям качества.
Поставщик прототипов, сертифицированный по стандарту ISO 9001:2015, гарантирует соответствие вашего проекта строгим требованиям качества.





















 September 06, 2024
September 06, 2024
 Подробности
Подробности








 Поддерживается сеть IPv6
Поддерживается сеть IPv6
